
В статье мы рассмотрим пример, который показывает, что подготовка производства – это не простой, а многозадачный процесс. Для его автоматизации требуется комплексный подход, который можно обеспечить либо применением нескольких специализированных программных продуктов, либо одной интегрированной CAD/CAM/CAPP системы, каковой является отечественный комплекс ADEM–VX.
Давайте посмотрим, что происходит после того, как конструктор выразил свою мысль в чертеже. Допустим, это деталь корпуса (см. рис. 1) – изделие очень интересное и совсем не простое с точки зрения проектирования и изготовления. И, прежде чем получится готовая деталь, должно произойти множество событий, из которых мы выберем лишь некоторые.
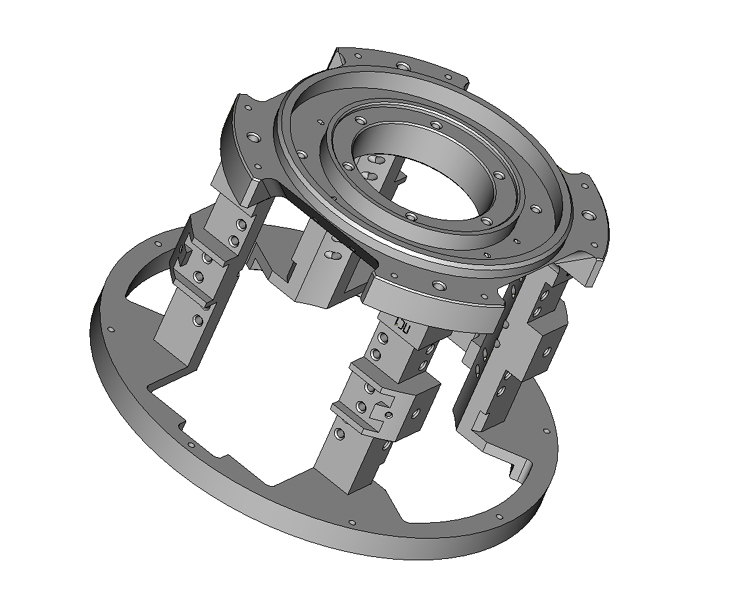
Рис. 1. Корпус
Начнем с того, что есть заготовка. Она может отдаленно напоминать будущий продукт (металлический параллелепипед или цилиндр), а может быть и максимально приближена к его форме (отливка, штамповка). Все зависит от выбранной технологии изготовления. Не будем останавливаться на этом этапе, т.к. мы еще вернемся к данной теме.
Теперь за дело берется технолог, который расписывает последовательность технологических переходов, например такую, как на рис. 2. При этом он руководствуется как общими знаниями по технологии обработки металлов, так и текущей информацией о состоянии станочного парка и инструмента на конкретном предприятии.
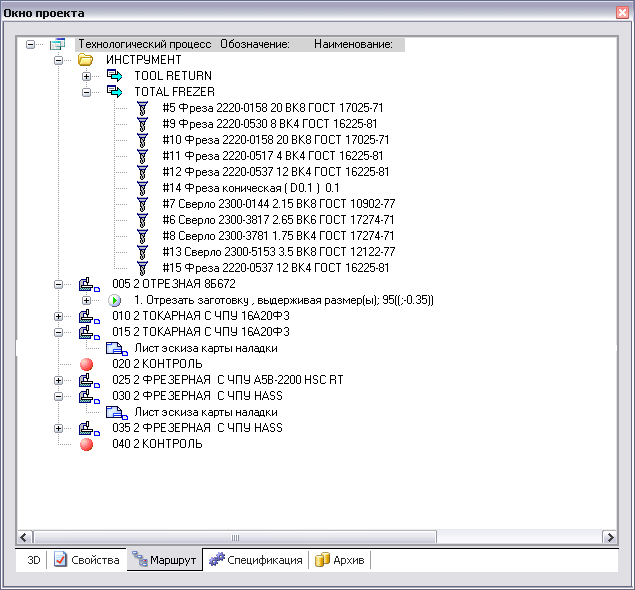
Рис. 2. Последовательность технологических переходов
После того, как последовательность изготовления описана в общем виде, можно приступать к детализации каждого звена. Операции расписываются подробно, это описание сопровождается эскизами, которые в основе своей содержат фрагменты конструкторских чертежей (см. рис. 3). В результате формируется комплект технологической документации.
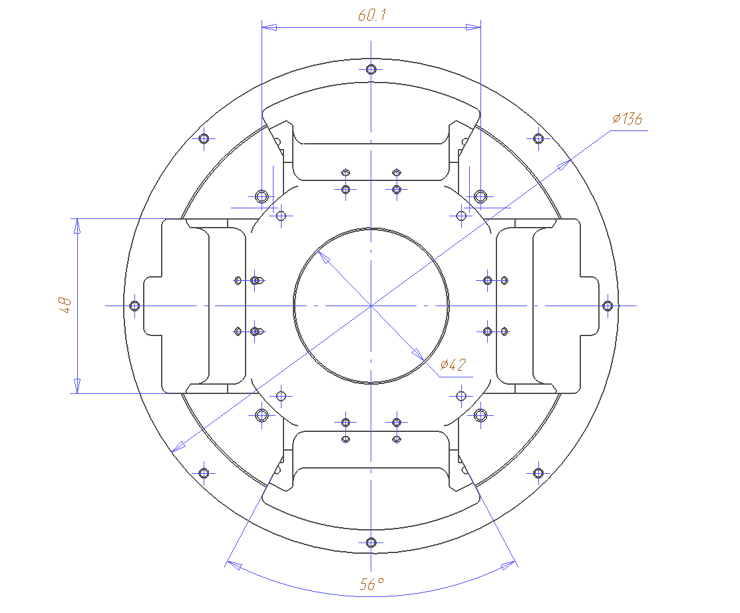
Рис. 3. Фрагмент чертежа
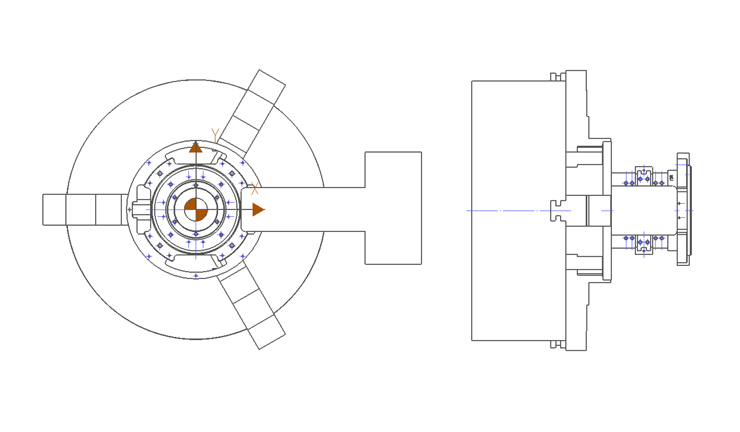
Рис. 4. Эскиз в технологической документации
Например, процедуру сверления отверстий на корпусе можно расписать так: «установить и закрепить деталь на рабочем столе станка и обработать отверстия».
Но для того, чтобы установить и жестко закрепить корпус, одних тисков недостаточно. Необходимо специальное приспособление, которое учитывает форму детали.
Теперь в дело включается конструктор оснастки. Он проектирует специальное приспособление (см. рис. 5), выпускает чертежную и иную документацию. Все эти данные приходят к технологу по оснастке, который начинает технологическую проработку изготовления деталей и сборки приспособления.
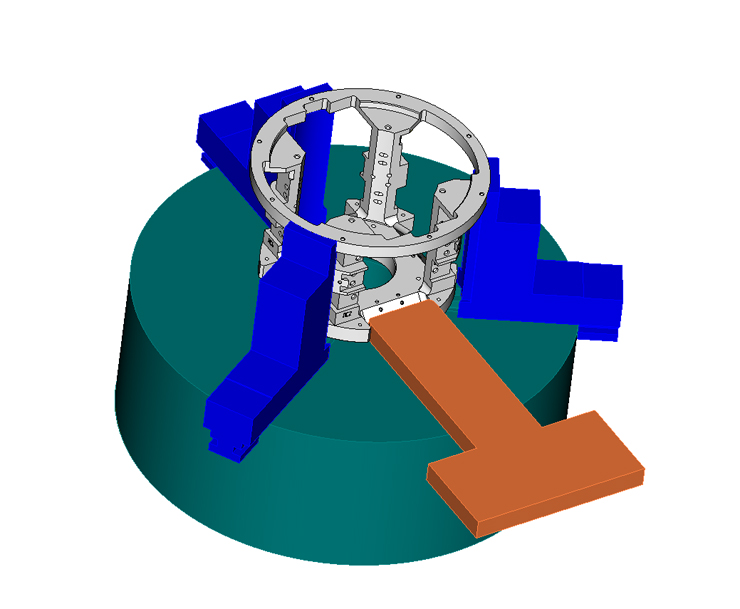
Рис. 5. Деталь, закрепленная в оснастке
Проще говоря, процесс изготовления нашей детали породил новые детали и новые процессы изготовления. Эта цепная реакция может и не завершиться на данном этапе. Нередко количество деталей оснастки может в сотни раз превышать количество деталей в изделии.
Следуем далее. Итак, приспособление изготовлено, заготовка закреплена и можно начинать обработку. Но ни один станочник не нажмет «Пуск», пока у него не будет точных указаний, каким инструментом и с какими режимами обрабатывать деталь и как осуществлять контроль промежуточных и конечных результатов. Это означает, что технолог при проектировании техпроцесса должен определить эти параметры.
Не будем останавливаться на вопросе о том, каким образом технолог выбирает инструмент, режимы резания и средства контроля, акцентируем внимание лишь на том, что данный шаг необходим для каждой операции, производимой над заготовкой.
Для того, чтобы обеспечить работу современного оборудования с ЧПУ, ко всему прочему нужна еще и такая ключевая вещь, как программа управления станком. Эта программа, написанная в кодах стойки станка, может содержать десятки тысяч кадров.
Современные технологии программирования ЧПУ основаны на CAM системах, которые по геометрической модели детали и вводимым технологом параметрам генерируют код управления движением инструмента автоматически. Поэтому технолог-программист будет сам строить модель (в отсутствии таковой) по чертежам или трехмерным образам, пришедшим ему от конструктора.
Почему мы применили термин «трехмерный образ»? Все дело в том, что нередко модели деталей, которые создает конструктор в CAD системе, не являются точными моделями для технолога. И не всегда это следствие плохой работы конструктора. Для тех задач, что он решал, это могли быть вполне качественно проработанные объекты.
Простой пример: конструктор построил модель детали так, как он ее видит в конечном исполнении, а технологу может потребоваться модель детали на промежуточной стадии ее изготовления. Или, например, при технологической проработке выяснилось, что невозможно достичь заданной конструктором формы в результате механообработки существующими методами.
Последний случай не такой уж и редкий. И именно он характеризует основные потери на этапе конструкторско-технологической подготовки производства. Это наглядный пример влияния технологии на конструкцию, который заставляет пересматривать и «перетряхивать» проект с самого начала, включая КД, техпроцессы, оснастку и многое другое.
Вот такую непростую цепь событий проходит проект от конструкторской документации до станка. Напомню, что мы рассмотрели лишь небольшую часть, связанную с обработкой нескольких отверстий.
Но и это еще не все! Даже когда есть полный комплект КД и ТД, приспособления, инструмент и программа ЧПУ, все равно кнопка «Пуск» на станке нажата не будет.
Для того, чтобы процесс материализации проекта ожил, одних чертежей, техпроцессов, карт наладки, программ числового управления недостаточно. Необходимо финансово-экономически обоснованные документы: карта сменного задания, наряд и т.п.
При разработке подобных документов используется принцип нормирования работ.
Одним из важнейших параметров нормирования является время на проведение основных и вспомогательных операций.
Так, например, время на установку и снятие заготовки определяется из следующих условий: схемы крепления детали, способа установки и крепления, вида установки, характера выверки, массы заготовки, состояния установочной поверхности, количества закрепляемых деталей, характера выверки и пр.
При определении времени на измерение учитывается используемый мерительный инструмент, точность измерения, измеряемый размер, длина измеряемой поверхности, тип детали (жесткая конструкция или тонкостенная деталь).
Чтобы получить точное время механообработки, необходимо спроектировать траекторию движения инструмента, и только после этого вычислить с учетом подач.
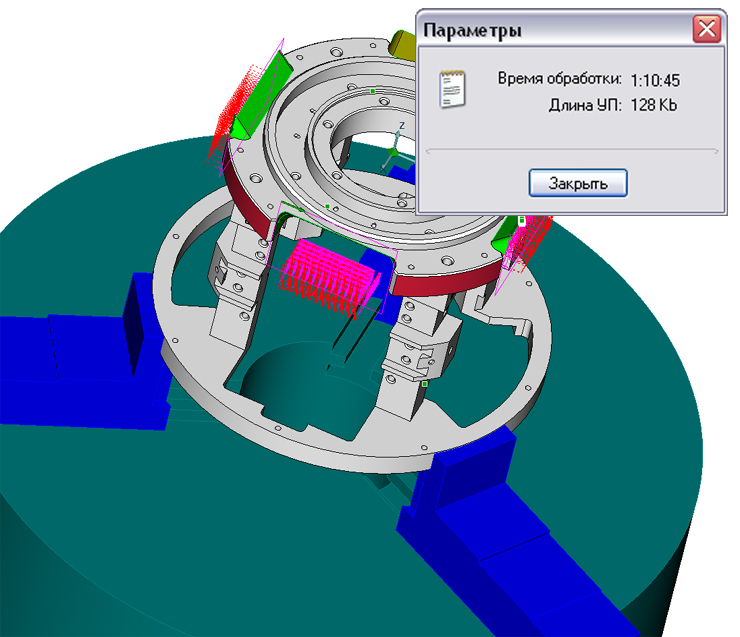
Рис. 6. Точное время механообработки в ADEM-VX
Итак, рассмотренный нами пример подтверждает, что для реализации проекта необходима совместная работа специалистов разного профиля. При этом работа каждого опирается на данные, полученные не только от «соседа слева», но зачастую и от «соседа справа». Очевидно, что чем плотнее будет их взаимодействие, тем скорее будет получен требуемый результат.
Автор Андрей Быков
ООО «АДЕМ-Центр»
Оставить комментарий
Для отправки комментария вам необходимо авторизоваться.